←
→
Někdy je potřeba
Info
Pro fungování všech funkcí eshopu je potřeba ve Vašem prohlížeči povolit javascript!
Pro fungování všech funkcí eshopu je potřeba ve Vašem prohlížeči zakázat funkci Do Not Track (Nesledovat)!
Válečkování obrobků - válečkovací nástroje
Válečkování namísto broušení - lepší povrch snadno, rychle a levně!
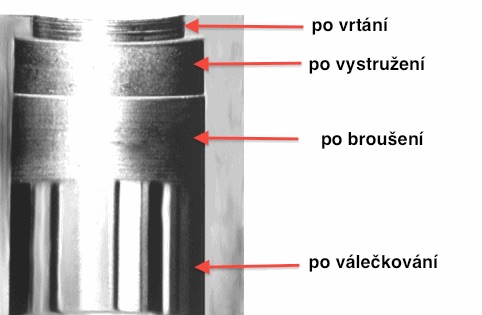
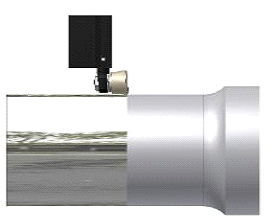
Ukázka povrchů
Proces válečkování
Před válečkováním Ra 1 až Ra 1,6
Válečkovaný povrch obrobku Ra 0,3 a lepší
Nahraďte broušení válečkováním a vydělávejte více!
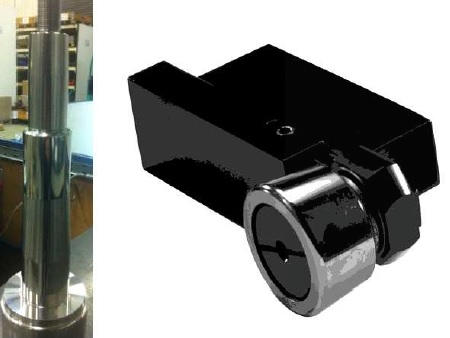
VNĚJŠÍ VÁLEČKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikace: Válečkování vnějších průměrů a čel.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaném průměru.
Cena bez DPH:
46800 Kč Podrobnosti zde
KOPÍROVACÍ VÁLEČKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikace: Vnější průměry.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaním průměru.
Cena bez DPH: 51 345 Kč
Podrobnosti zde
VNITŘNÍ VÁLEČKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikace: Vnitřní a vnější průměry a čela.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaním průměru.
Cena bez DPH od:
50800 Kč Podrobnosti zde
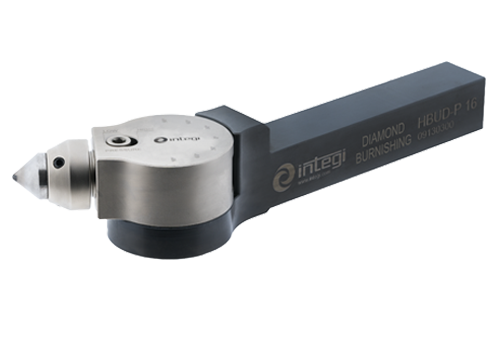
VNĚJŠÍ VÁLEČKOVACÍ NÁSTROJ S DIAMANTEM
Aplikace: Válečkování vnějších průměrů a čel. Ne do rohu
Pro soustruhy.
Univerzální použití nezávisle na válečkovaném průměru.
Cena bez DPH:
24800 Kč Podrobnosti zde
VNITŘNÍ VÁLEČKOVACÍ NÁSTROJ S DIAMANTEM
Aplikace: Vnitřní a vnější průměry Ne do rohu.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaním průměru.
Cena bez DPH: 30 300 Kč
Podrobnosti zde
VNĚJŠÍ STAVITELNÝ VÁLEČKOVACÍ NÁSTROJ S DIAMANTEM
Aplikace: Válečkování vnějších průměrů a čel.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaném průměru.
Cena bez DPH: 32 900 Kč
Podrobnosti zde
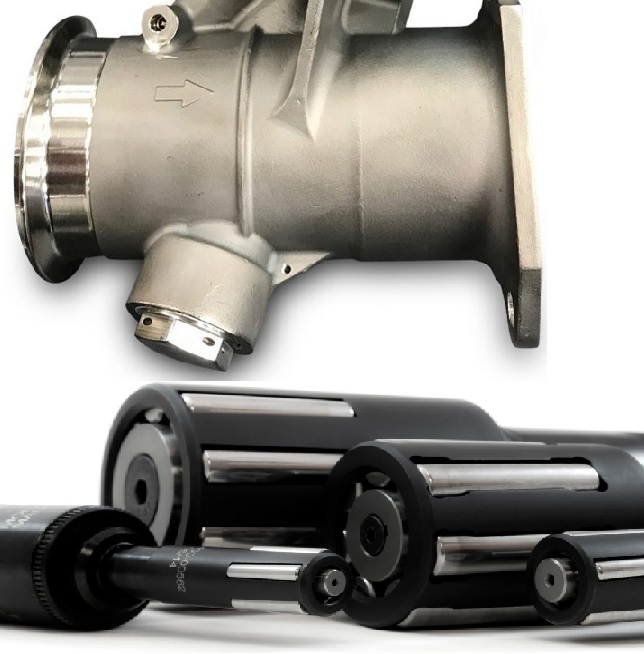
VNITŘNÍ VÁLEČKOVACÍ NÁSTROJ MULTIROLL
Aplikace: Vnitřní průměry.
Pro soustruhy a obráběcí centra.
Nástroj je určen vždy pro jeden konkrítní průměr.
Cena bez DPH: 15 000 Kč až 80 000 Kč
Podrobnosti zde
VNĚJŠÍ VÁLEČKOVACÍ NÁSTROJ MULTIROLL
Aplikace: Válečkování vnějších průměrů.
Pro soustruhy a obráběcí centra.
Nástroj je určen vždy pro jeden konkrétní průměr.
Cena bez DPH: 40 000 Kč až 150 000 Kč
Podrobnosti zde
Jaké podmínky je potřeba splnit?
Obrobek musí mít tvrdost nižší než 40 HRC a je třeba mít Octopus válečkovací nástroj. Cena standardního válečkovacího nástroje se pohybuje v rozsahu 15 tisíc až 80 tisíc Kč v závislosti na provedení.
Válečkovat můžete na soustruhu, frézce nebo centru.
Válečkovací nástroje jsou vhodné pro klasické i CNC stroje.
Případová studie: Kalená ložisková hřídel
Výzva
Stroj: vertikální CNC soustruh Pittler, hřídel upnuta na otočném stole
Materiál: legovaná ocel
Obrobek: kalená ložisková hřídel
Požadovaný povrch: 0,4 Ra
Materiál zakalený na 52-55 HRC
Povrch dokončen karbidovou destičkou s rádiusem 0,8mm
Řezné podmínky: 300 otáček, posuv 0,15 mm/otáčku
Povrch po soustružení: 0,8 - 1,0 Ra
Navržené řešení
Na dokončení povrchu použít válečkovací nástroj Elliott s diamantovým hrotem. Řezné podmínky pro válečkování byly následující:
Rychlost: 300 otáček
Posuv: 0,05 mm/otáčku
Radiální přítlak nástroje: 0,3 mm
Výsledek
Dosažená drsnost povrchu: 0,22 - 0,30 Ra
Žádné následné dokončovací operace
Zákazník nemusel kupovat brusku za 2 500 000 Kč
Případová studie: Hřídel oběžného kola motoru
Výzva
Stroj: CNC soustruh
Materiál: nerez
Obrobek: hřídel oběžného kola
Požadovaný povrch: lepší než 0,4 Ra
Součást se dokončovala broušením u kooperující firmy
Navržené řešení
Místo broušení použít na dokončení povrchu válečkovací nástroj Elliott s karbidovou rolnou. Řezné podmínky pro válečkování byly následující:
Rychlost: 800 otáček (125 m/min)
Posuv: 0,1 mm/otáčku
Celkový čas cyklu: 130 s
Výsledek
Dosažená drsnost povrchu: 0,2 - 0,3 Ra
Zákazník dosáhl požadovanou drsnost povrchu bez následné dokončovací operace a bez kooperace další firmy
Zákazník ušetřil průměrně 900 Kč na každém obrobku
Zákazník má plnou kontrolu nad výrobním procesem, může nabídnout rychlejší dodací termín
Případová studie: Konektor
Výzva
Stroj: CNC soustruh CMZ TA-20
Materiál: ocel 36CrNiMo4
Obrobek: konektor
Požadovaný povrch: 0,3 Ra
Požadovaného povrchu bylo potřeba dosáhnout na kuželové ploše.
Řezné podmínky: 1200 otáček, posuv 0,2 mm/otáčku
Povrch po soustružení: 0,8 Ra
Navržené řešení
Použít na dokončení povrchu speciální kuželový nástroj Multiroll. Řezné podmínky pro válečkování byly následující:
Rychlost: 1200 otáček
Posuv: 0,05 mm/otáčku
Prodleva na kuželu: 3 otáčky
Dosažená drsnost povrchu: 0,30 Ra
Zákazník dosáhl požadovaného povrchu na vlastních výrobních zařízeních bez nutnostii kooperace broušení.
Válečkovací proces vykazoval stabilní dobré výsledky.
Případová studie: Vysokotlaké trubky
Výzva
Stroj: CNC soustruh ECOCA SJ-25B
Materiál: uhlíková ocel St52
Obrobek: vysokotlaká trubka
Požadovaný povrch: 0,18 Ra
Řezné podmínky: 2500 otáček, posuv 0,2 mm/otáčku
Povrch po soustružení: 0,6 - 0,8 Ra
Navržené řešení
Pro toto zadání se jevil nejvhodnější válečkovací nástroj s karbidouvou rolnou S2121-00M
Rychlost: 2500 otáček
Posuv: 0,05 mm/otáčku
Rdiální přítlak: 0,5 mm
Výsledek
Dosažená drsnost povrchu: 0,15 - 0,18 Ra
Válečkováním bylo dosaženo požadované kvality povrchu v jediné operaci.
Zákazník nebyl nucen kvůli následnému broušení využít další výrobní kapacity. Tím ušetřil čas i peníze na každém vyrobeném kusu.
Případová studie: Těleso ventilu - Inconel
Výzva
Stroj: CNC 5-osé multiffunkční obráběcí centrum Nakamura
Materiál: Inconel 718
Obrobek: Těleso ventilu
Požadovaný povrch: 0,2 Ra
Zákazník se snažil požadovaného povrchu dosáhnout pomocí jednobřitého vyvrtávacího nástroje, dosahoval ale pouze Ra 0,5 - 0,6
Navržené řešení
Použít na dokončení povrchu válečkovací nástroj Multiroll. Řezné podmínky pro válečkování byly následující:
Rychlost: 500 otáček
Posuv: 1,0 mm/otáčku
Povrch po vyvrtávání: 1,5 - 2,0 Ra
Dosažená drsnost povrchu: 0,10 Ra
Zákazník dosáhl požadovaného povrchu bez nutnosti další operace.
Výrazně se snížil obráběcí čas i zmetkovitost.